目录
作品简介:
焊接是一种将两种不同金属连接在一起的连接过程。金属之间形成的接头类型是永久性的。同样有趣的是,它的核心温度可以高达6500o焊接时F。我们穿着PPE(个人防护装备)套装,高度熟练的焊工只用于这一目的。本文将详细介绍MIG(金属惰性气体)焊接,它的类型、优点、缺点和应用。让我们开始吧。
历史:

这一切都始于1800年汉弗莱·戴维(Humphry Davy)发现的短脉冲电弧,然后是1802年瓦西里·彼得罗夫(Vasily Petrov)发明的连续火花。这项技术在19世纪80年代首次在工业上使用,当时修改为在工业中使用。起初,使用的电极是碳,这个过程被称为碳电弧焊。1890年,Nikolay Slavyanov和C. L. Coffin发明的金属电极取代了碳的使用,该过程被命名为金属弧焊。通用电气公司在1920年发明了第一套完整的工艺,除了惰性环境。惰性气体的发展发生在后来。直到1960年,我们使用这种没有惰性气体的焊接工艺,但在那个时候,惰性气体的重要性被认识到,并加入氧气,在焊接过程中产生保护作用。
简短的时间表如下所示:
- 1800 -汉弗莱·戴维发明的短脉冲电弧
- 1802 -瓦西里·彼得罗夫开发的连续火花
- 1880 -发生了变化并被用于工业用途
- 1890 -尼古拉·斯拉夫亚诺夫和c·l·科芬发明的金属电极
- 1920 -金属电弧焊由通用电气改进而成
- 1949 -铝焊接专利
- 1960 -加入惰性气体作为保护气体,就制成了MIG(我们今天知道的)
米格焊定义
米格焊的定义是在保护气体的环境下,用金属丝电极将两块金属块连接在一起的焊接。此处的保护气体用于保护焊缝金属不与大气气体接触并防止其受到大气污染。
这种焊接工艺也被称为气体金属电弧焊(GMAW)金属活性气体(MAG)焊接。
重要术语:
在我们开始学习MIG(金属惰性气体焊接)的工作之前,让我们先了解一些与此过程相关的重要术语。重要的术语如下:
- 母材:这些金属要通过连接工艺进行连接。
- 填充金属:这些是在连接过程中加入母金属的金属。
- 焊缝金属:它包括在连接过程中焊接和保留的所有金属。
- 热影响区:它是在焊接过程中受到影响的母金属的一部分,即在连接过程中被加热但未熔化。
- 熔合线:它是热影响区和焊接金属之间的边界。
- 焊接区:它包括热影响区和焊缝金属。
还读:
MIG焊接主要部件:
在MIG(金属惰性气体)焊接过程中,有些部件是非常重要和必须的。这些部分在所有操作过程中都非常重要,具体如下:
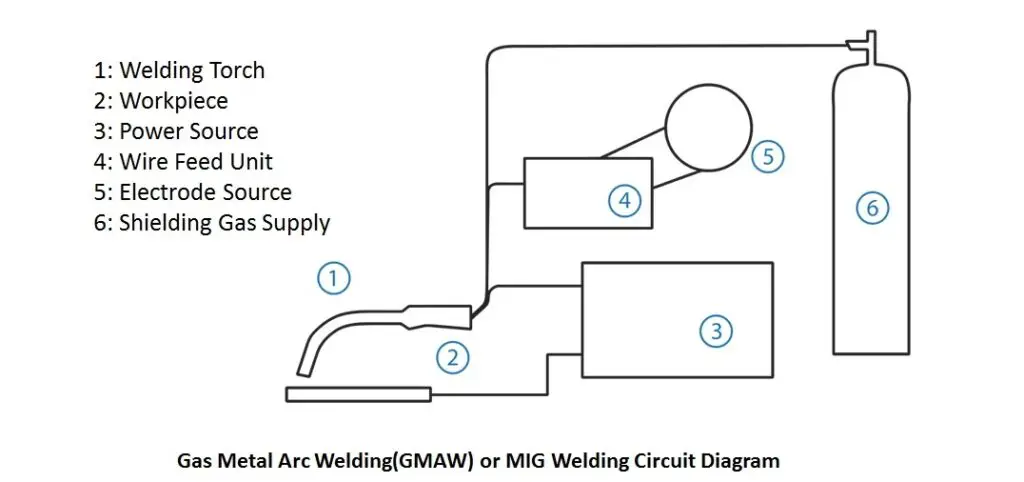
1.电源:
它是任何连接过程中的主要组成部分,因为它控制许多变量,如电源电流,电压等。许多机器的最大电流输出较低,并使用铝绕组作为电源。除此之外,工业中使用的金属惰性气体焊接质量高,需要大电流,并有变压器作为电源。
2.火炬传递:
它也被称为金属惰性气焊枪。提供给焊工的焊枪只与特定的焊机有关,不能用于其他机器。这种类型的焊枪质量是最不耐用的,很容易导致故障。
3.焊线:
它是焊接过程中非常关键的部件。因此,电线的选择应该非常精确,记下所有的重要因素。有时,导线的宽度不恒定,导致导线的进给不规律。这将减少生产时间,因为我们将投入更多的时间来修理故障机器。
4.地夹/地夹:
连接过程创建一个焊接电路。因此,良好的接地是必要的,因为电流和电压是非常高的。为了解决这个问题,我们使用一个接地钳,它有一个明亮的接触面。
米格焊工作原理:
MIG焊接由连续供应的金属电极组成,将两种金属焊接在一起。两种贱金属熔合在一起,在连接过程后形成一个接头。提供惰性气体的喷枪有助于保护金属在加工过程中免受外部污染。简单地说,MIG焊接包含一个金属电极,提供持续的火花和惰性气体,在焊接过程中充当保护环境。
工作过程:
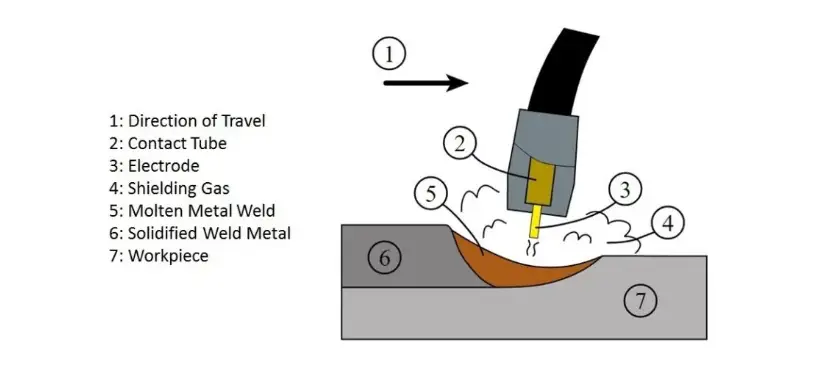
它是一种非常通用的连接工艺,适用于薄金属和厚金属的连接。电弧在导线电极(金属电极)和工件之间产生,使两者熔化形成熔池。导线既作为热源又作为填充金属熔化目标工件。形成的焊池由惰性气体(称为保护气体)保护免受外部污染,惰性气体通过导线电极一侧的喷嘴提供。保护气体的含量(化学成分)取决于要连接的金属片。形成焊池后,凝固过程将焊池转化为固体形式,工件连接在一起。因此,通过这种方式,MIG焊接工艺将两个工件连接在一起。
观看本视频,了解MIG焊接的基础知识。
MIG焊接类型:
金属惰性气体焊接工艺根据不同的条件分为各种不同的类型,其中一种是金属转移模式。它是指金属如何从电极转移到工件以形成焊池。
1.基于金属转移模式:
金属从电极转移到工件的方式有五种,分别是球状、短路、冷金属转移、喷射和脉冲喷射。现解释如下:
(我)球状:
这是最不理想的金属转移模式,因为大量的热量,差的焊接表面,和飞溅。它使用二氧化碳,成本较低,但效率比氩气低,氩气产生高度稳定的惰性气体环境。由于形成了较大的熔滴,该工艺主要局限于水平焊和平焊,导致熔池较大。我们只能把它用于黑色金属。
(2)短路:
球形金属惰性气焊的发展导致了短路或短弧焊,其电流比球形气焊低。热输入大大减少,从而有助于减少焊接区域的变形和残余应力。我们只能把它用于黑色金属。
(iii)冷金属转移:
它用于薄金属,当短路登记时电流减少。我们也可以用它来做铝。
(四)喷:
这是第一种用于金属惰性气体焊接的金属转移模式,可用于铝和不锈钢,使用惰性气体作为保护免受外部污染。它减少飞溅和结果在一个完美的高质量焊接完成。由于内部机构的一些限制,它只能用于厚度超过6.4毫米(0.25英寸)的金属。
(五)脉冲喷雾:
它与喷涂金属传递方式相同,但使用喷涂脉冲将填充金属熔化到工件上。它降低了整体热量,使其可以用于较薄的金属。它含有惰性气体氩气和低浓度的二氧化碳。我们可以用它来焊接黑色金属以及有色金属。
根据所使用的焊丝类型:
除了金属转移方式外,金属惰性气体焊接还可以根据所使用的焊丝类型分为不同的类型。具体如下:
(i)惰性气体焊丝:
在这种类型的焊接过程中,我们将使用惰性气体作为保护环境,金属将从称为导线电极的电极中馈电。我们有两种消耗品——金属和气体。我们对提供到母金属上的导线使用命名约定。针对低碳钢制定了以下规则:
例如,我们想要命名电极ER70S-6,可命名为:
- 呃=电动棒
- 70 =它代表焊接金属的抗拉强度,以PSI测量
- S =它代表实心线
- 6 =它表示使用的化学添加剂
图:惰性气体电极
(ii)药芯导线:
如果我们使用的是带芯的电线,我们可以跳过惰性气体的容器,它提供了一个屏蔽环境。这主要是因为电线含有所需的元素,可以在连接过程中屏蔽外部污染。
优点:
金属惰性气体焊接工艺虽然非常简单,但可用于各种金属件。除此之外,使用这种连接工艺还有其他各种优点,具体如下:
- 我们可以以更快的速度生产完美的焊接质量
- 由于不使用助熔剂,渣被困在金属成型的机会为零,因此,产生一个整齐的表面光洁度
- 在焊池周围使用保护气体可使金属成分元素损失最小。
- 它具有高度的通用性,可用于各种金属和合金。
- 它是高度适应工业使用,可以改变为半自动或全自动过程。
- 该工艺易于使用,中间焊工可以使用该工艺进行连接工作。
- 我们将能够在单一工艺中沉积更多的焊缝,使其易于在更少的通道上对大型部件进行焊接。
- 它渗透到工件内部更大的深度,并在材料上提供良好的焊接光洁度。
- 这是一个完美的过程,完成焊接不留下任何残留物。
缺点:
我们已经详细讨论了这种连接工艺的优点,我们已经看到用电线电极取代焊剂可以给我们带来显著的好处。然而,这也带来了各种缺点,主要有以下几点:
- 我们不能在垂直或架空焊接位置使用它,因为高输入热量要求和焊接水坑的流动性。
- 这个过程的组成部分很复杂。
- 初始设置成本很高。
- 周围形成的惰性大气应该是稳定的。因此,我们只能在无风的条件下使用它。
- 由于存在额外的电子元件,维护成本非常高。
- 它是效率较低,有一个高占空比的要求。
- 的影响更严重的辐射。
应用程序:
惰性气体焊接倾向于焊接不同类型的金属,即具有不同化学成分的金属。因此,它在其他地方也有应用。在这个标题下,我们将学习这个连接过程的一些最关键的应用。焊接工艺的应用如下:
- 它用于大多数板材的连接,其厚度可以在非常大的范围内工作。
- 我们也可以用它来制造压力容器和钢结构。
- 应用于汽车行业和家居装饰行业。
- 它在航空航天工业中应用最为广泛。
- 它也用于连接小直径,薄壁管,如在自行车行业。
- 用于焊接不同尺寸的管道等。
常见问题:常见问题
Q1。GMAW(气体金属电弧焊)和MIG(金属惰性气体焊)有什么区别?
答:MIG和GMAW在行业中作为相同的名称用于连接过程。唯一的区别是保护气体。GMAW焊接时使用惰性气体和活性气体作为保护气体,MIG焊接时只使用惰性气体作为保护气体。
问2:熔剂芯导线与惰性气体介质的主要区别是什么?
答:在惰性气体介质中,惰性气体提供了一个免受外界污染的保护环境。而在焊剂芯导线中,导线在整个过程中充当屏蔽环境,不需要保护气体。
问3:脉冲喷雾和喷雾有什么区别?
答:喷涂是指不断地将金属喷洒在母金属上。脉冲喷涂是指将金属以脉冲形式喷涂到母金属上,其形式是可变的。



")




