目录
数控机床类型介绍
数控机床广泛应用于制造业和建筑业。有许多不同类型的数控机床在尺寸,复杂性,速度和精度上有所不同,每种类型都有自己的优点和缺点。以下是最常见的三种类型:
- 手动机器这些机器是手动操作的,非常适合小型项目或原型机。
- 半自动机器:这些机器可以手动或计算机操作,这使它们成为大型项目的理想选择。
- 全自动机器:这些机器是效率最高的类型。
您使用的CNC机床的类型主要取决于您加工的部件的形状。下面是对每种类型的简要总结。
什么是数控机床?
铣床最初是手工操作的。手动转动手柄,旋转滚珠丝杠或驱动机器的各种杠杆,经常用于移动零件或工具。一旦机械师确定了部件的位置,基本的自动化可以让机器朝一个方向移动。
CNC代表计算机数字控制,它指的是一个包括计算机、电动机和传感器的系统。机器轴由这台计算机控制。数控机床非常精确,精度和再现性可能优于手工运动。
机床行程范围从几英寸到数百英寸,或CNC铣床上的数千英寸。数控机床的概念通常用于参考约翰·t·帕森斯,他是他父亲的机械加工公司的机械师和销售人员。他想要一种生产飞机部件的技术,这种技术既便宜又比以前的方法更稳定。
在经历了一系列的挫折之后,帕森、美国空军和麻省理工学院之间的合作导致了第一台由冲床控制的数控机床的建造。

数控机床的部件
大多数铣床包含一些常用组件。首先,你有机器基础。这通常包括工作台和传动装置,主要是滚珠丝杠,用于机器运动。这也可能包括移动机器不同部件的电力驱动。
数控机床还需要通常所说的“控制器”,或CNC的计算组件。这种计算机化的控制器采用预设的输入值和来自反馈回路的数据来调节机器的动作。
此外,铣床有某种形式的主轴。主轴或旋转刀具进行铣削,或在铣削的情况下车床,它为车床加工旋转实际组件。最后,您需要与您的磨机兼容的切削工具和正在切割的材料,以便正确地数控磨机项目。

数控机床有多少种?
数控机床有三种分类方式,
- 根据轴的数量
- 根据数控控制系统
- 根据CNC应用
1.根据轴数:
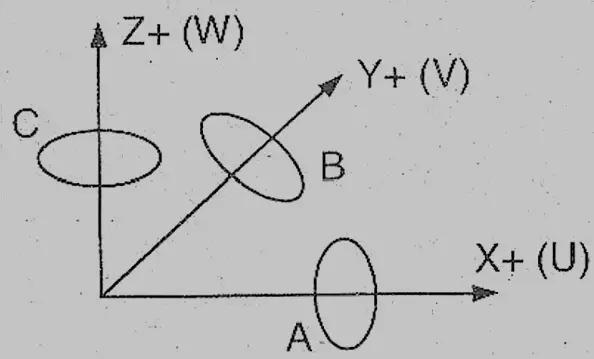
在数控机床上,一般有三个主轴。这些轴在程序中被称为X、Y和Z。每个轴与其他轴呈90度角移动。U、V、w分别与X、Y、Z平行。主轴有三个转轴:A、B、C。
如今,5轴、6轴和7轴机床也被应用于工业中。
(i) 2轴数控机床
数控车床将被归类为两轴机床。运动将沿着两个轴进行。横向滑块在鞍座上横向移动,鞍座在床上纵向移动(z轴)(沿x轴)。在三轴机床中,还有一个轴将垂直于上述两个轴。复杂的表面可以通过同时控制所有三个轴来加工。在这台机器上只有两个主要(主要)轴用于刀具运动。转弯中心和卡盘就是两个例子。


(ii)三轴数控加工
这台机器沿三个主轴移动工具。VMC就是一个很好的例子。
这些是市场上最流行的数控机床。它们可以同时沿着X、Y和Z轴移动。工作表面为40×20英寸的3轴数控机床是最受欢迎的尺寸。简单的棱镜组件复杂的模具,医疗或航空航天项目都可以在三轴机器上生产。

3+1轴或3+2轴数控加工
这种类型的加工,通常被称为数控机床,包括旋转和线性运动。零件将首先旋转到位,然后在旋转后开始标准的三轴加工操作。旋转和直线运动不会同时发生。如果机器只能绕一个轴旋转,则称为3+1加工,即三个线性轴和一个旋转轴。
3+2轴加工是指机器围绕两个轴旋转的能力。数控机床可以专门制造为3+1或3+2轴铣床,尽管它们更典型的是通过在现有的3轴铣床上添加旋转组件来制造。当配备磨机时,3+2机加工将降低工作包络尺寸。当铣削零件时,3+1和3+2加工的主要优点之一是减少单独的设置。在三轴机器上,机械师会在操作之间移除和重新定位项目,因为有些部分需要在不同的侧面铣削。这可能需要很长时间,即使3+1或3+2功能允许它自动旋转到位置。值得注意的是,手动设置和编程3+1和3+2轴机床与使用计算机辅助制造(CAM)系统相比,有时是复杂、耗时且容易出错的。
无缝四轴数控加工
三个主轴,一个旋转轴或平行轴用于移动工具。VMC就是一个很好的例子。
3+1和4轴并发铣削的区别在于,零件可以在一个轴上旋转,而在三个轴上铣削。当零件的几何形状包裹着零件时,如在航空航天和其他部门,这种形式的加工是必需的。虽然所有的4轴同时铣床都可以在3+1轴上进行铣削,但并不是所有的3+1轴铣床都可以同时在4轴上进行铣削。在尝试执行机器可能不支持的应用程序之前,应该仔细检查机器的功能。
(iv)五轴数控机床
这种类型的数控加工提供了铣削项目在各种刀具方向的通用性。该部分可以在两个轴上旋转,通常是A&C或B&C,而三个线性轴可以移动。对于形状复杂、间隙狭窄的零件,如叶轮、涡轮、进气口等,首选同时进行5轴加工。3轴、3+1轴、3+2轴、4轴同时和5轴同时都是真正的同时5轴机床可以运行的模式。虽然所有5轴同时机床都能够进行3+2轴加工,但并非所有3+2轴机床都能够进行5轴同时加工。这是由机床的设计以及所使用的数控控制器决定的。一般来说,这些磨通常比其他磨类型的相同尺寸更昂贵,但它们在工作设置中提供了最大的灵活性。
要了解更多关于类型的数控机床根据轴,看这个视频:
2.根据CNC控制系统:
在数控机床上,刀具由用户输入应用程序快速或缓慢地移动。在切割操作中,进给缓慢移动,以产生精细表面;否则,它移动得很快。根据传递给工具的进料,机器有三种特征:
(i)点对点管制系统:
在这种控制方法中,刀具只在一个方向(一个轴)上移动,而在其他方向(轴)上快速移动。钻孔、扩孔、攻丝、冲孔和夹具镗孔就是一些例子。
点到点(P2P)网络是一种连接到
- 它用于数控设备,包括钻孔、镗孔和攻丝机等。
- 点对点控制设备是与它们一起使用的控制设备的名称。
- 喂食速度不需要预先设定。
- 在现代机床中,每个轴都是单独驱动的。

(ii)直切控制:
在这种方法中,工具可以以任何两个(轴)方向和任何速度在进给中移动,但它一次只遵循一个方向进给的直线路线。铣削,台阶车削,槽切割,键槽切割只是几个例子。

(ii)轮廓控制系统:
该系统的所有轴都可以在慢进和快速模式下移动。因此,这样的机器可以很容易地切割必要和复杂的表面。倾斜或弯曲槽切割和螺旋槽切割是两个例子。

轮廓系统(连续路径系统)用于数控机床,如铣床,这需要同步轴控制。轮廓机也可以用作点对点机器,但是,除非工件也需要轮廓操作,否则它们不具有成本效益。

3.根据CNC应用
不同类型的数控机床用于各种行业,包括:
(i)铣床和加工中心
基本数控铣床或机床原理数控机床的操作包括使用计算机数控或CNC对工件进行雕刻。在数控机床上利用坐标系统来移动凿子。X, Y和z轴是组成数控铣床坐标系统的三个轴。x轴是水平移动的轴,而y轴是横向移动的轴,z轴是垂直移动的轴。铣削是一种加工过程,在此过程中,当刀具或刀具在其主轴上旋转时,工件向所需的纵向和横向切削移动。
这是车床的另一种形式。这个设置,其中有一个微型主轴旋转刀具可以附加。它通常被称为活动工具。这些磨机和工艺使客户能够制造具有铣削或钻孔特征的圆形件,而无需在不同的磨机上安装它们。
这些加工中心利用计算机控制来切割各种材料。它们可以破译由精确数字和字母组成的程序,以便将纺锤移动到不同的位置和深度。这种材料用于创建3D原型、模具、切割模具和印版。
(ii)车削中心和车床
车削中心能够同时在一个旋转物体上进行各种车床切削操作。
车床不同于铣床,因为它有时被称为车削,通常用于圆形物体。当工具旋转时,零件不是保持静止不动,而是将零件放在“卡盘”中并旋转。接下来,使用切削工具雕刻出所需的形状。自动给料机,从主轴给料到卡盘,是车床上的典型选择。支持前后旋转部分的尾股是另一个受欢迎的选择。
他们切割经常高速旋转的金属。使用可转位工具和具有复杂算法的钻头,数控车床可以执行快速,精确的切割。通常,手动车床无法切割它们。
(iii)钻井机械
钻孔是大规模生产的常用方法。为了制造或扩大洞,a钻孔机采用(钻床)。钻床适用于多种任务;
工作台钻头:用于在木材、塑料、金属等原材料上钻孔。
柱式钻机是直立式地板钻机的较大变体。它可以用来钻更大块的材料,并产生更大的孔,就像台钻一样。
(iv)电火花线切割和下陷机
一根很细的电线。0008年。012 in.) is used as an electrode in wire EDM machines. The wire is stretched between diamond guides and carbide, which carry electricity to the wire and cut the part in the same way a band saw would. The erosion generated by a spark moving horizontally with the wire removes the material.
一根很细的电线。0008年。012 in.) is used as an electrode in wire EDM machines. The wire is stretched between diamond guides and carbide that transmits electricity to the wire, which acts like a bandsaw and slices the part. A spark that flows horizontally with the wire causes erosion, which removes material. Horizontal table movements are controlled via CNC. Mold inserts, extrusion and trim dies, as well as form tools, can all be made with wire EDM equipment.
(v)激光切割机和火焰切割机
为了切割零件,机器使用一束集中的激光。光束下的物质由于温度的迅速升高而汽化。激光切割产生最小的变形,并消除了机械切割力的需要。
为了切割零件,激光切割数控机床使用一束强烈的集中激光。暴露在激光束下的材料会迅速升温并蒸发。如果光束功率足够大,光束就能穿透材料。由于不使用机械切削力,激光切割部件的变形很小。他们在铣槽和钻孔方面做得很好。
(vi)喷水分析器
为了切割各种材料,通常使用高压水,并添加额外的磨料。喷水切割机能够切割塑料,金属,甚至石头和花岗岩。大多数水射流数控机床是两轴,只切割一个轮廓;然而,五轴水射流机也是可用的。
高轴加工的重要性:
高轴加工是很重要的,因为它可以更容易地进入下切和深袋。通过倾斜刀具,可以使刀具与工作面垂直,由于切削力将集中在刀具轴上,因此可以减少错误。在航空航天和汽车工业中,高轴加工已经常用于加工雕刻表面。
结论
在选择数控机床时,有许多方面需要考虑。你需要的磨机类型是由你想要磨的零件类型决定的。大多数棱镜项目,以及个别模具和模具组件,可以使用3轴操作生产。医疗或发电行业中的许多部件需要3+2或5轴加工。铣削车削广泛应用于各种航空领域。
常见问题的
1.数控机床有哪些类型?
数控机床可分为五类:
- 等离子切割机。
- 激光切割机。
- 铣床。
- 路由器机器。
- 数控车床。
2.在数控车削中,有多少个轴?
数控车削中心最多可在五个轴上工作,而有些机器最多可在六个轴上工作:在X轴上进行垂直运动。Y轴的水平移动,最后,Depth沿Z轴测量。
3.什么是CNC(计算机数控)车削操作?
数控车削是一种制造技术,其中材料棒在卡盘中旋转,而工具被送入项目以去除材料并创建所需的形式。模具被放置在由计算机控制的CNC车床或车削中心的转塔上。
4.在数控车床上,Z轴是什么?
z轴是与加工中心主轴对齐的数控车床轴。X轴通常从左到右,Y轴从前到后,Z轴(最后但并非最不重要)向上和向下移动。
5.数控轴的名字是怎么来的?
几乎所有的数控机床都使用基于X、Y和z轴的笛卡尔坐标系。这项技术使机器能够在给定的平面上以精确的方向移动。你可以把笛卡尔坐标系简化成一个简单的数轴。原点是一行上标识为起点的位置。
6.七轴数控机床到底是什么?
七轴数控铣床可以生产长、细、复杂的工件。由工具的旋转、部件的旋转、刀头的旋转以及夹紧、重新夹紧或拆卸部件的运动所指定的轴是常规的左右、自上而下、后-前。
7.什么是九轴数控机床?
9轴数控机床结合车床和5轴加工。由于其九个工作轴,该项目可以旋转和多轴加工在一个设置。这台机器最显著的优点是无需人工装填和辅助夹具。这种多轴机床可以生产出完整的成品。
8.数控机床的运动是什么?
数控机床经常将工具组合成标准化的单元或单元,以便进行绘图。基本的机器在一个或两个轴上移动,但先进的机器在x和y轴上横向移动,在z轴上纵向移动,并经常围绕一个或多个轴旋转。
9.数控机床的用途是什么?
CNC技术以某种形式被航空、铁路和汽车行业使用,因为它提供了如此多样化的服务。当你在数千英尺的高空时,飞机部件的构造必须极其精确,以确保一切正常工作。
10.数控机床的起源是什么?
20世纪40年代,帕森斯(1913年10月11日- 2007年4月18日)是机床数控(NC)领域的先驱。
11.谁发明了第一台数控机床?
第一个数控系统是由约翰·t·帕森斯开发的。20世纪40年代,帕森斯在他父亲的公司担任机械师时,就开始为新兴的航空航天工业研发直升机旋翼的创意方法。
12.第一台数控机床的机构是什么?
借助IBM 602A乘法器,帕森斯能够确定直升机翼型坐标。然后,他使用瑞士夹具镗床将数据输入穿孔卡。许多直升机桨叶和飞机外壳都是通过这项研究制造出来的。
13.数控铣削的发明者是谁?
理查德·凯格(Richard Kegg)与麻省理工学院(MIT)合作,于1952年发明了第一台数控铣床辛辛那提Milacron Hydrotel。五年后,也就是1958年,他为“定位机床用电机控制装置”申请了专利。这标志着这项技术商业化的开始。


")


")


